
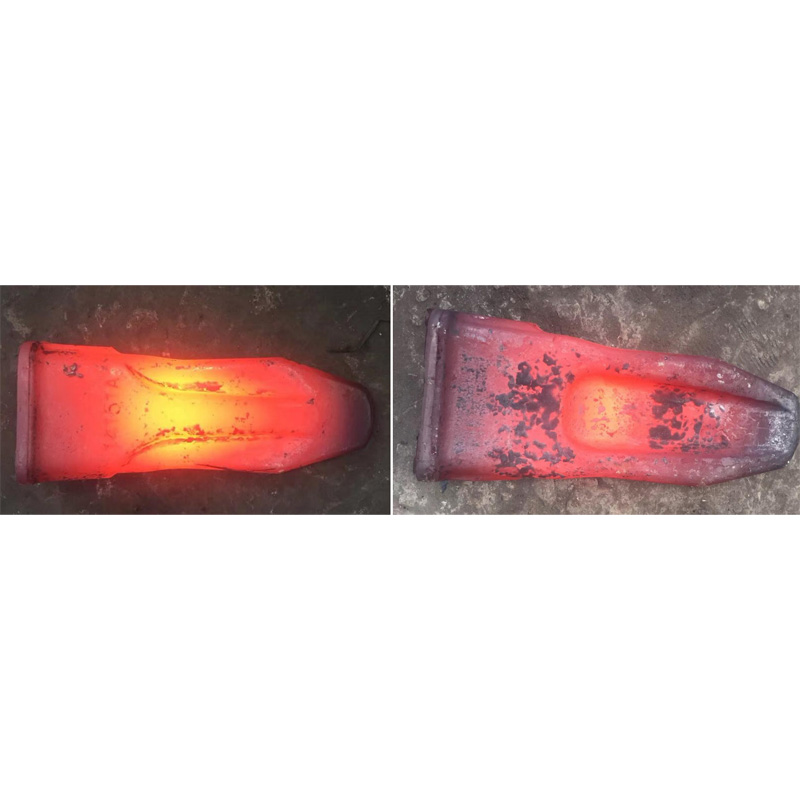
Lokomotif destek koltuğunun dövülmesi sırasındaki ısı sıkı bir şekilde kontrol edilmelidir.
Hangi endüstri ürün kalitesine büyük önem verirse versin, ürünlerin kalitesini daha iyi hale getirmek için, ilgili parçaların işlenmesinde, üretim teknolojisinin becerilerine büyük önem verirken, üretim teknolojisini sürekli olarak geliştirmek için üretim teknolojisini geliştirir. ürünlerin kalitesi. Lokomotif destek koltuğu biledövme, ayrıca üretim ve işlemeye daha fazla dikkat edebilir, sadece üretim sürecinin iyileştirilmesi gerekmez, üretim sürecinin detayları da iyi kontrol edilmelidir, hadi lokomotif destek koltuğu dövmelerinin üretim kalitesinin nasıl sağlanacağını görelim.
Şimdi, kalıpta dövmenin daha kaliteli performansını sağlamak için, dövme üretiminde artık kalıntılar veya benzer külçelerin varlığı, sadece hammadde ve ürün çatlakları olsa bile, dövme çatlaklarına ve yüzeyi çizecek, dövme kusurlar ortaya çıkacaktır, bu nedenle, dövme üretiminde hammaddeler test edilmelidir.
Isıtma hızı çok hızlıysa, stres ve sıcaklık stres çatlaması nedeniyle, iç ve dış arasındaki sıcaklık farkının orta kısmına yol açar, ısıtma sıcaklığı çok yüksek olduğunda daha uzun bir tutma süresi hafif aşırı ısınmaya neden olur. kaba kristaller, parlak kristal kırığıdır, sonuç olarak kırılma, ısı, tane inceltme geliştirmek için özellikleri kontrol etmelidir, çeliğin mekanik özellikleri üzerinde bu tür bir organizasyonla, tam yeniden kristalleşmeyi üretmek için Tavlama gereklidir.
Şimdi, çeşitli değiştirilmiş uygulama örneklerinin daha da tanıtılması, farklı biçimlerde boş termal mekanik koşulun uygulanması, farklı organizasyonel özelliklerde ve fiziksel alan evriminde gerçekleşecek, dövme işleminden çok farklı, kaliteyi değiştirecek, dolayısıyla matrisin dövme ve dövme kalitesi , matris ayrıca tasarımla ilgili, dövme tasarımı ve gerçeği seçme toleransı, Dövme üretiminin her halkası, kalıp dövmelerinin kalitesi üzerinde küçük etkiler, yüksek sıcaklıkta çekme testi, performans sırasında elde edilen su vermenin sayısal simülasyonu Parametrelerin yanı sıra, altyapı yazılımı bileşenlerinin mekanik modelinin yanı sıra, havacılık alüminyum kutu kiriş dövmesini sınırlandırdı, soğutma çeliğini ve artık gerilim dağılımının şeklinin etkisini, deneysel sonuçlar aracılığıyla, dövme artık geriliminin olduğunu gösteriyor. soğutma havası hüzmesi yapısı, ağda konsantre olmalı ve ri b kavşağı.
TAB iç ve dış basınç, tavlama sıcaklığının dağılımı artık gerilim üzerinde önemli bir etkiye sahiptir ve soğutma sıcaklığı artık gerilimi etkili bir şekilde azaltabilir, kusurun yüzeyindeki kalıp dövmeleri için kusur nedeni ve teknik önlemler, yüzeydeki çatlakların ana nedenleri Plaka flanşı dövme, kalıp sıcaklığının gerekli değerden daha yüksek olmasını sağlamak için, dövme ekipmanı parçalarını elde ederken ve kullanırken yuvarlak damgalama keklerinin kalitesini kesinlikle kontrol edin, Sıcak dövme işlemi spesifikasyonlarının kalite gereksinimleri elde edilir.
Şimdi, kalıpta dövmenin daha kaliteli performansını sağlamak için, dövme üretiminde artık kalıntılar veya benzer külçelerin varlığı, sadece hammadde ve ürün çatlakları olsa bile, dövme çatlaklarına ve yüzeyi çizecek, dövme kusurlar ortaya çıkacaktır, bu nedenle, dövme üretiminde hammaddeler test edilmelidir.
Isıtma hızı çok hızlıysa, stres ve sıcaklık stres çatlaması nedeniyle, iç ve dış arasındaki sıcaklık farkının orta kısmına yol açar, ısıtma sıcaklığı çok yüksek olduğunda daha uzun bir tutma süresi hafif aşırı ısınmaya neden olur. kaba kristaller, parlak kristal kırığıdır, sonuç olarak kırılma, ısı, tane inceltme geliştirmek için özellikleri kontrol etmelidir, çeliğin mekanik özellikleri üzerinde bu tür bir organizasyonla, tam yeniden kristalleşmeyi üretmek için Tavlama gereklidir.
Şimdi, çeşitli değiştirilmiş uygulama örneklerinin daha da tanıtılması, farklı biçimlerde boş termal mekanik koşulun uygulanması, farklı organizasyonel özelliklerde ve fiziksel alan evriminde gerçekleşecek, dövme işleminden çok farklı, kaliteyi değiştirecek, dolayısıyla matrisin dövme ve dövme kalitesi , matris ayrıca tasarımla ilgili, dövme tasarımı ve gerçeği seçme toleransı, Dövme üretiminin her halkası, kalıp dövmelerinin kalitesi üzerinde küçük etkiler, yüksek sıcaklıkta çekme testi, performans sırasında elde edilen su vermenin sayısal simülasyonu Parametrelerin yanı sıra, altyapı yazılımı bileşenlerinin mekanik modelinin yanı sıra, havacılık alüminyum kutu kiriş dövmesini sınırlandırdı, soğutma çeliğini ve artık gerilim dağılımının şeklinin etkisini, deneysel sonuçlar aracılığıyla, dövme artık geriliminin olduğunu gösteriyor. soğutma havası hüzmesi yapısı, ağda konsantre olmalı ve ri b kavşağı.
TAB iç ve dış basınç, tavlama sıcaklığının dağılımı artık gerilim üzerinde önemli bir etkiye sahiptir ve soğutma sıcaklığı artık gerilimi etkili bir şekilde azaltabilir, kusurun yüzeyindeki kalıp dövmeleri için kusur nedeni ve teknik önlemler, yüzeydeki çatlakların ana nedenleri Plaka flanşı dövme, kalıp sıcaklığının gerekli değerden daha yüksek olmasını sağlamak için, dövme ekipmanı parçalarını elde ederken ve kullanırken yuvarlak damgalama keklerinin kalitesini kesinlikle kontrol edin, Sıcak dövme işlemi spesifikasyonlarının kalite gereksinimleri elde edilir.
Talep Gönder



X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası